Casting CAE simulation technology utilizes the comprehensive calculation of computer technology to optimize the traditional casting process, reduce the cost of the product, and improve the competitiveness of the foundry enterprise. In this paper, the casting CAE simulation software ProCAST is used as a tool, and the typical
Investment Casting of our company, the bushing, is taken as an example to introduce the application of casting simulation software in the improvement of casting process.
1. Process characteristics of bushing castings
The bushing casting is an aerospace product, and the casting structure and original process plan are shown in Figure 1. The castings are simple in construction but have high surface quality and internal quality requirements. 100% magnetic particle and X-ray non-destructive testing, and according to HB5430-1989 standard class III acceptance. The process parameters are as follows:
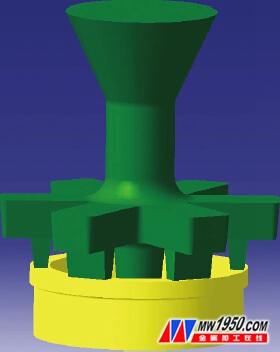
Figure 1 Original process plan for bushing castings
(1) Material and characteristics The material of the bushing part is ZG0Cr16Ni4NbCu3, the liquidus temperature is 1456 ° C, and the solidus temperature is 1350 ° C.
(2) The shell material silicate ethyl ester hydrolyzate (18% SiO2) + Shangdian powder + Shangdian sand, the shell thickness is about 6mm.
(3) Process parameters pouring temperature 1580 ~ 1620 ° C, pouring time is 4 ~ 5s, pouring in the air, natural cooling.
(4) The preheating temperature of the preheating temperature mold shell is selected to be 950 °C.
(5) Modeling method for sand filling.
2. Bushing original process simulation results
The original process simulation results of the bushing castings are shown in Figure 2.
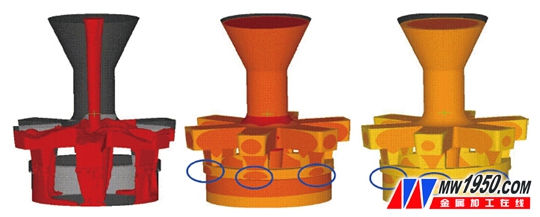
(a)t=1.53s (b)t=23.80s (c)t=100.65s
Figure 2 Temperature field of the filling and solidification process of the original process
It can be seen from Fig. 2 that the flow rule of the molten metal in the pouring process is that the molten metal first enters the sprue and the runner, and then enters the cavity from top to bottom through the six ingates until the entire mold is filled. Due to the above filling characteristics, the underside of the ingate (the blue circle mark) becomes a place where heat is concentrated. The temperature of the main part of the casting solidification process is increased from bottom to top, which conforms to the bottom-up sequential solidification mode, but the highest temperature occurs locally in the lower part of the inner gate, even higher than the temperature of the ingate, making the casting system unable to It is easy to shrink and shrink loose here.
The yellow circle mark shown in Figure 3 is the position of the shrinkage and shrinkage hole predicted by ProCAST software, which is basically the same as the position of the mark in Figure 2, and is also consistent with the actual production result. In actual production, the pass rate of castings is only about 40% due to local shrinkage defects under the ingate.
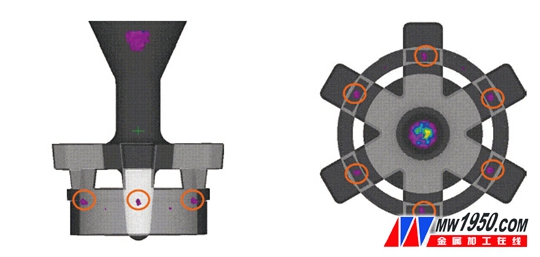
Figure 3 original process simulation results
3. Improved simulation results of bushing castings
In order to improve the temperature field change during filling and solidification, so that it can achieve sequential solidification, the improved process scheme is shown in Figure 4. The number of ingates is reduced from 6 to 5, while the ingate is cut. The area is increased from 270mm 2 to 450mm 2 .
It can be seen from the change of the temperature field in the solidification process of the casting after the improvement of the process of Fig. 5 that the temperature of the main part of the casting rises from bottom to top, and the highest temperature appears in the casting system, which completely conforms to the bottom-up order solidification. In this way, the casting system can make a good feeding of the casting, and basically eliminates the hidden danger that shrinkage and shrinkage may occur.

Figure 4 Improved process plan (a) t = 30.56s (b) t = 50.05s
Figure 5 Improved process temperature field
Figure 6 shows the position of the shrinkage and shrinkage cavities predicted by the ProCAST software after the process improvement, all in the casting system, consistent with the results of Figure 5.

Figure 6 Improved process simulation results
4. Conclusion
Through the application of computer simulation technology, the entire filling and solidification process can be directly observed, thus assisting the process personnel in process design and optimization, which not only solves the problem for the enterprise, but also effectively controls the production cost compared with the traditional “trial and error method”. It saves a lot of tests and tests, improves the quality of castings, and provides a solid guarantee for normal production. Its process simulation technology will become an important part of foundry production.
About the author: Shisu Powder, Qingan Group Co., Ltd., the main research direction is casting technology and digital related technology.
Zheng Duan, Xi'an Foreign Affairs College.




 November 12, 2022
November 12, 2022





